FDM方式の3Dプリンター「Ender 3 Pro」を手に入れて色々プリントしてますが、PLA樹脂で糸引きが多いのが気になります。
今まで細かいことは気にせずデフォルト設定でやってました。
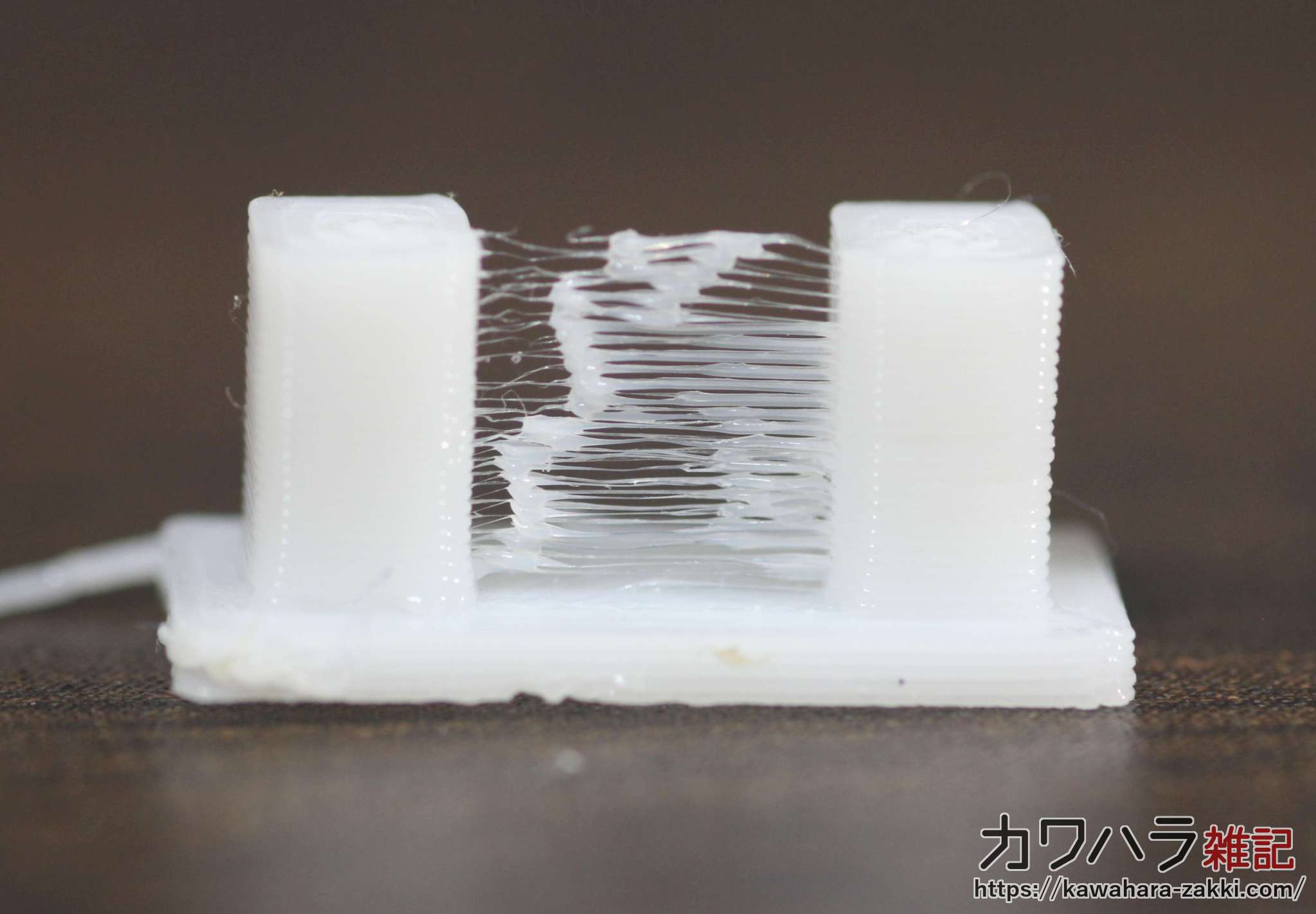
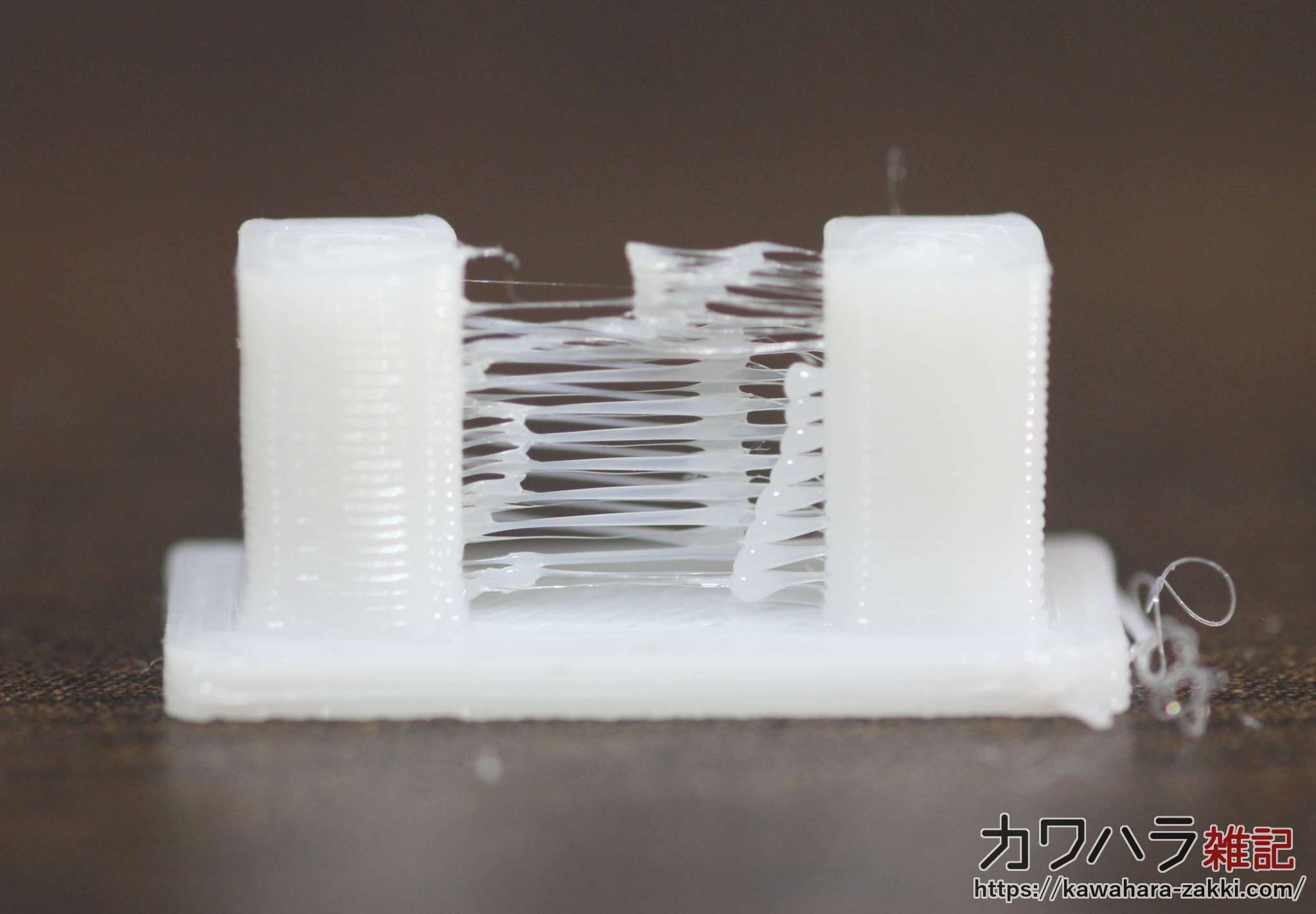
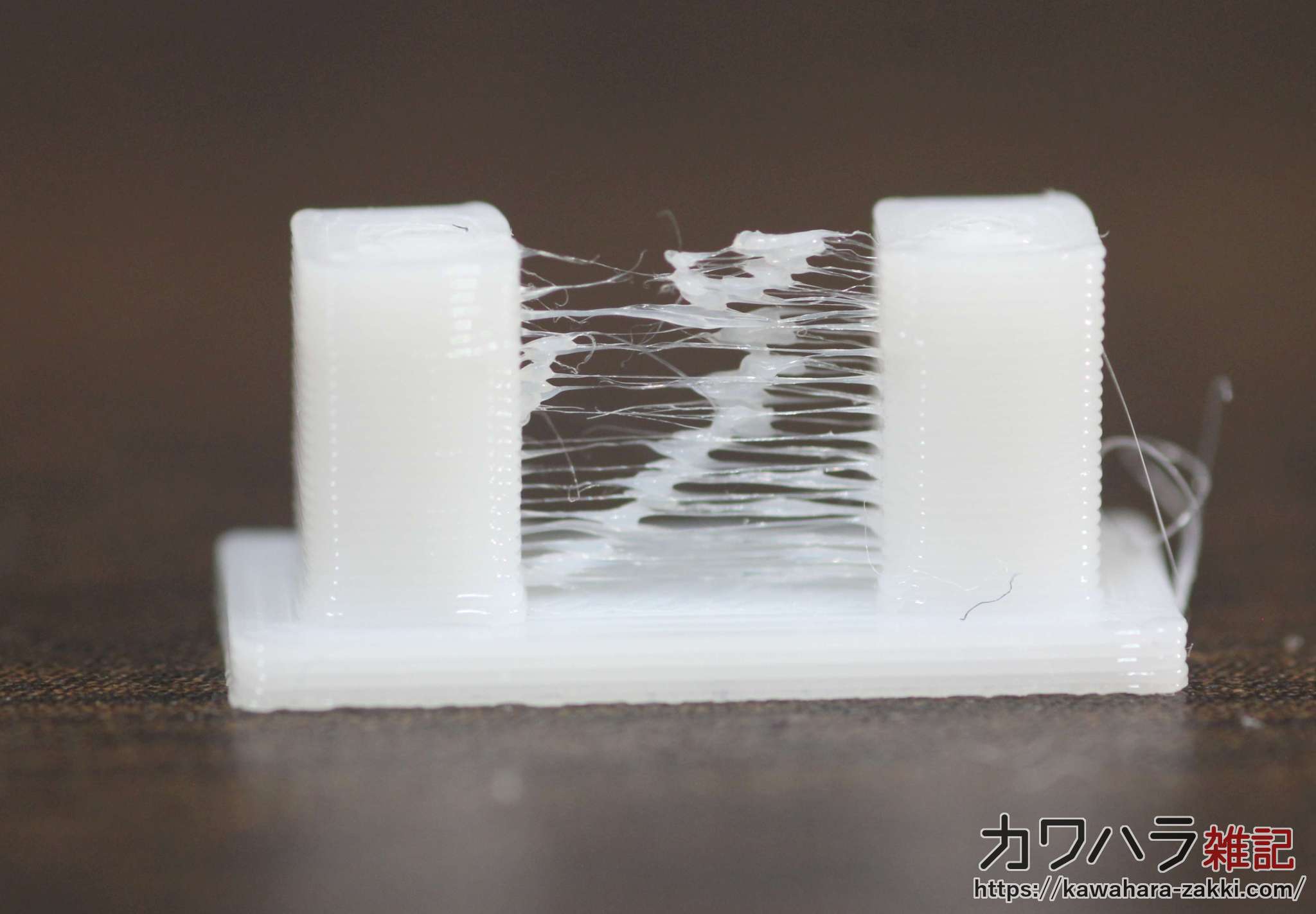
上の画像は糸引きテスト用のモデルを適当に作り、Curaのデフォルト設定でプリントしたもの。
かなりひどい状態ですね。
ここらで、パラメータをいじって最適な設定を見つけたいと思います。
使用した3Dプリンター、樹脂などの情報
今回使った3Dプリンターと樹脂はこちら。
というか、これしかありませんけど。
3DプリンターCreality Ender-3 Pro
スライサーCura 4.3.0
樹脂材質PLA 白(たしかCreality純正)
結論 引き戻し距離を5mm → 10mmにしたらほぼ治った
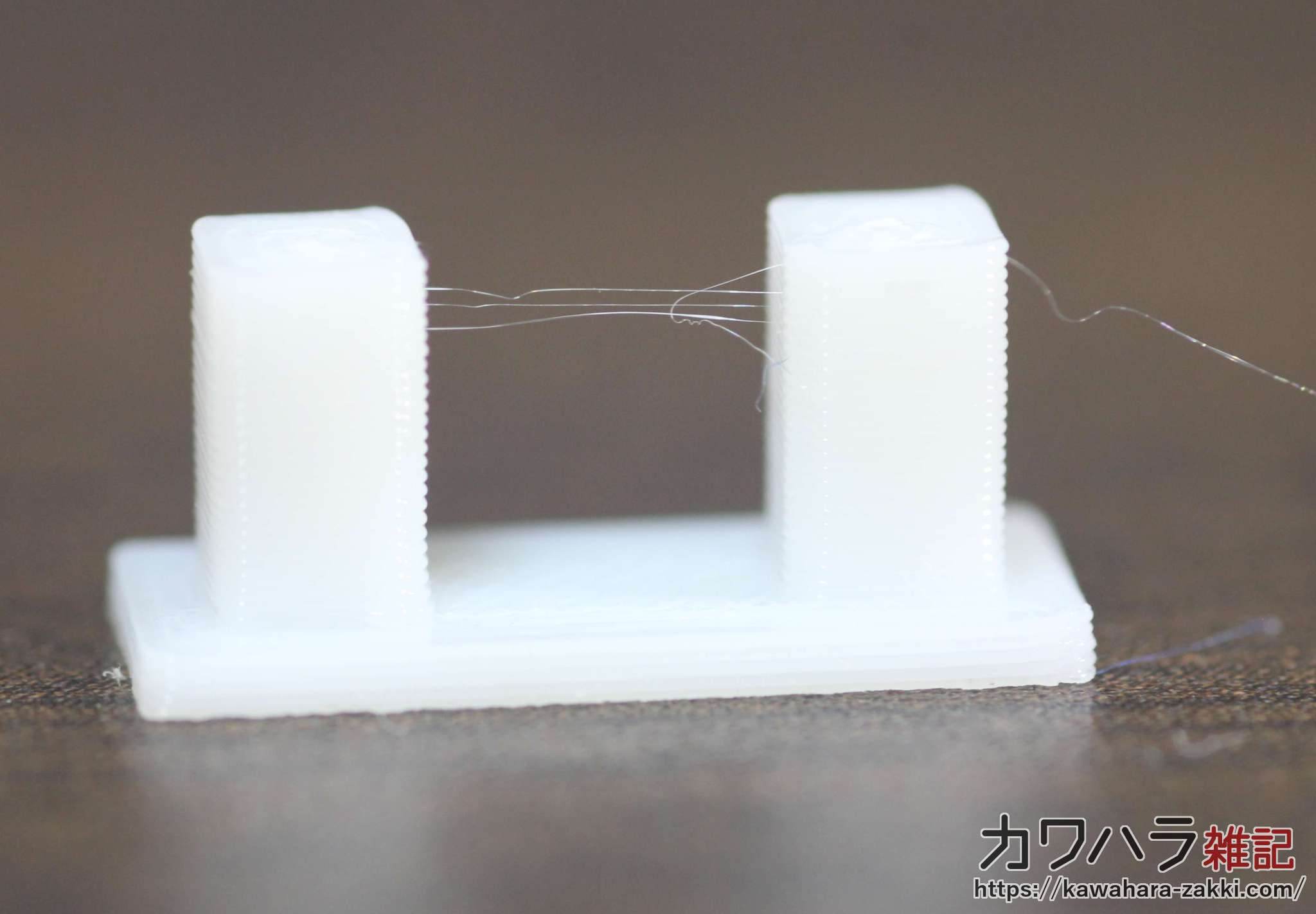
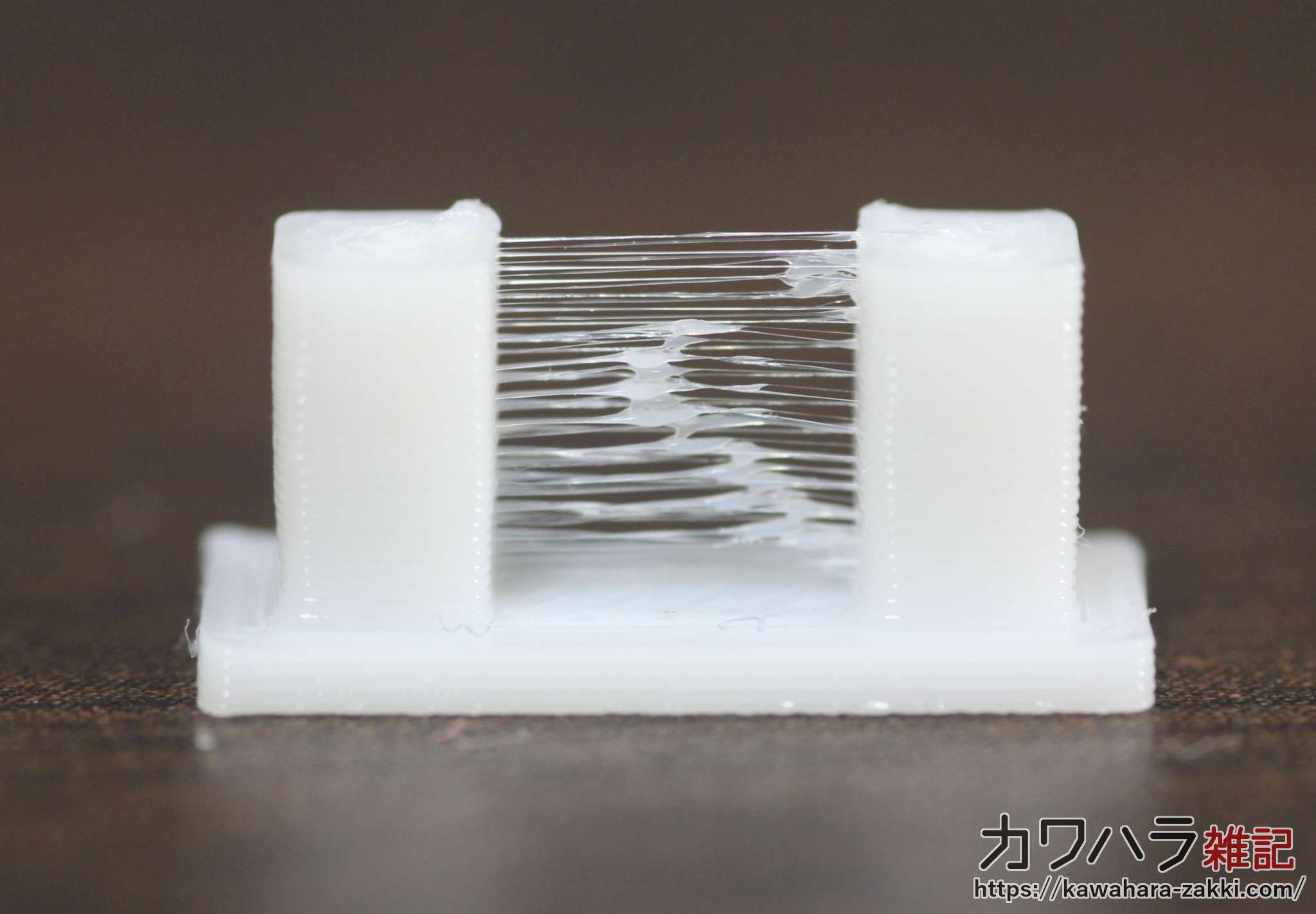
 引き戻し距離 10mm
引き戻し距離 10mm
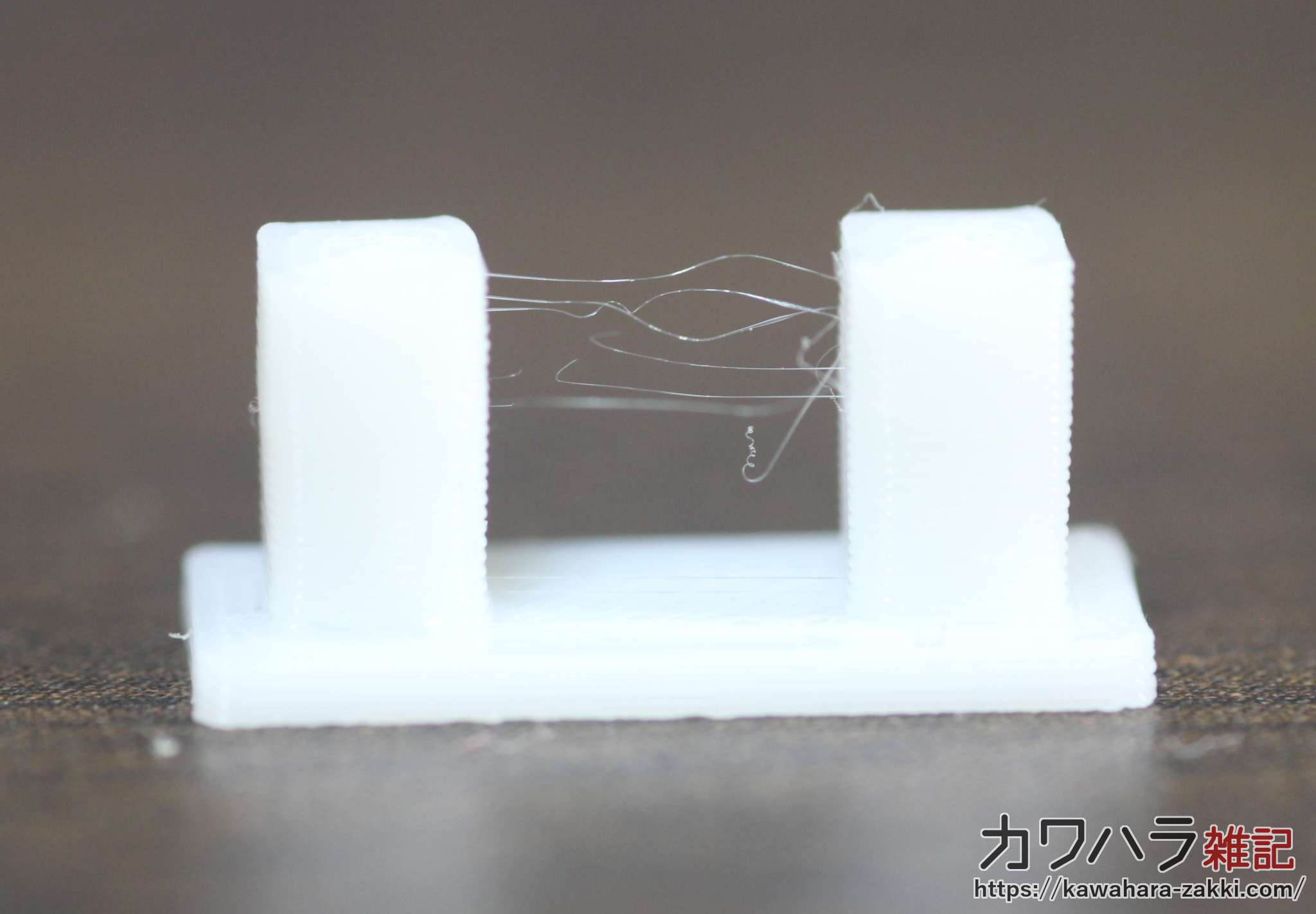
今回の実験の答えを先に言っちゃいますけど、「引き戻し距離(Retraction Distance)」をデフォルトの5mmから10mmにしたらかなり良くなりました。
さらに「引き戻し速度(Retraction Speed)」を45mm → 50mmにしたらもっと良くなりました。
 引き戻し距離 10mm、引き戻し速度50mm
引き戻し距離 10mm、引き戻し速度50mm
関連しそうなパラメータを色々いじってみましたが、この2つが大きく効いてるようです。
事前に調べた知識より、引き戻し距離を大きくしたら改善するというのはなんとなく予想してましたが、思った以上に影響が大きいですね。
もちろんCuraの設定で「引き戻し有効(Enable Retraction)」にチェックを入れて有効にしないといけません。
なんかのはずみでチェックが外れていたとしたら、多分糸引きが悲惨なことになります。
デフォルト値改善した値
引き戻し有効(Enable Retraction)有効有効
引き戻し距離(Retraction Distance)510
引き戻し速度(Retraction Speed)4550
他の基本的なパラメータは次のものでテストしています。
今回のテストではこれらの値はすべて共通です。
レイヤー高さ0.2mm
ライン幅0.4mm
印刷温度200度
フロー100%
他にも色々試した
「引き戻し距離」、「引き戻し速度」以外にも関係のありそうな、
- コーミング
- 引き戻し時のZホップ
- 印刷パーツに対するZホップ
の設定を変えて試してみました。
結果的にはこれらを変更してもそれほど変わりませんでしたけど。
コーミングモードを変えてみる
引き戻し量を増やしたときほどのインパクトはないですが、場合によっては重要な項目になりそうなのが「コーミング」。
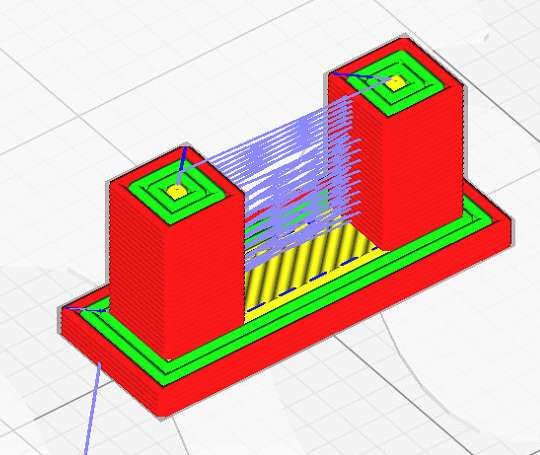
そもそもなんで糸引きが発生するかと言うと、ノズルが造形物のない空間を移動するときにちょっとだけ樹脂が出てしまうからです。
例えば上の画像のような形状の場合、左の柱から右の柱に移動するときに樹脂が出て糸引きができます。
どちらか片方の柱しかなければ、造形中にノズルが造形物の外に出ないので、糸引きは発生しません。
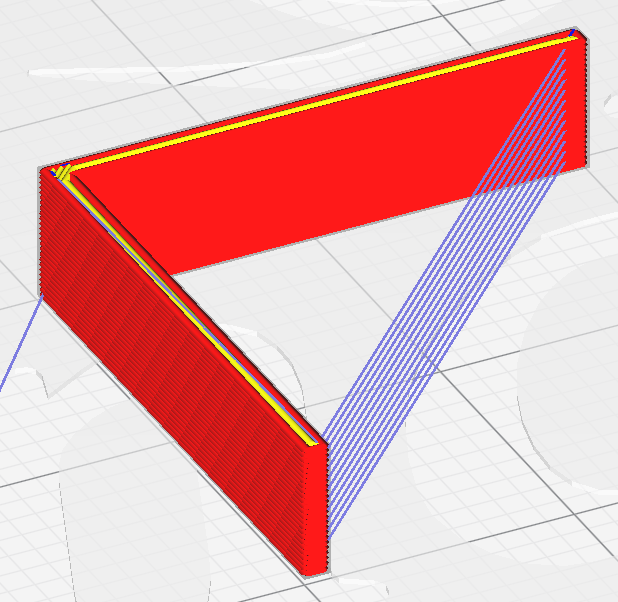
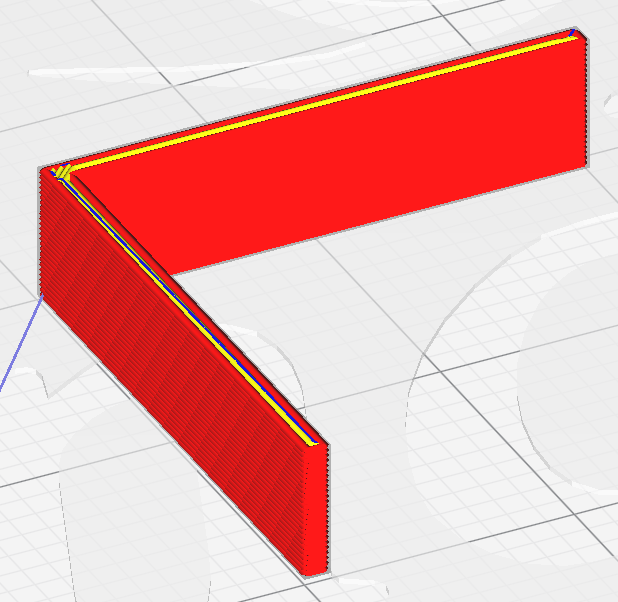
次に上の画像のようなL型形状を考えてみます。
青っぽいラインがノズルの軌跡を表してますが、ひとつながりの形状でも場合によってはノズルが空中を移動します。
このときのノズルの軌道をコントロールできるのが「コーミング」の設定です。
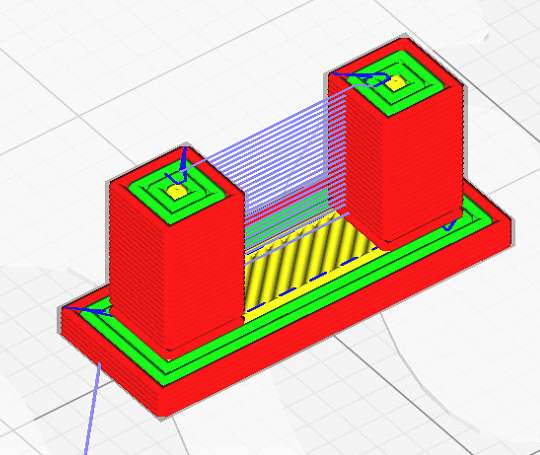
上の画像はコーミング「オフ」で、次の画像がデフォルト設定のコーミング「スキン内にない」です。
実はデフォルトの設定では、コーミングが有効(スキン内にない)になっていてノズルが極力空中を移動しない設定になっています。
ノズルから出る樹脂をストップさせて、次のポイントに向かうときは造形済みのところを通っていくというわけです。
「じゃあ問題ないじゃない」と思いますよね。
ところが、曲者なのがこの設定だと樹脂の吐出をストップして、造形物の上を移動するときに引き戻しが行われないということ。
あんまり頻繁に引き戻しを行うと、フィラメントを傷つけてしまうので良くないので、「コーミング中は引き戻しは必要ない」と言う考えのようです。
理論上はこれでうまくいきそうですが、現実にはコーミング中に微妙に樹脂が垂れていて、しかも微妙に出た樹脂は造形物に定着しにくいです。
結果的に、コーミングを開始したポイントから、次にノズルから樹脂を出すポイントまで直線的に糸引きが残る場合があります。
つまり、コーミングをオンにしたばっかりに結局下の画像の青っぽいラインのとこに糸引きが発生するということ。
コーミングしつつ引き戻しも行ってくれる設定も欲しいですね。
実際にコーミングの設定を変えてプリントしてみたんですが、試した限りでは大きな違いはありませんでした。
でも形状によって結果が違うと思うので、今回のテストピースの形状では違いがでなかっただけかもしれません。
この設定がベストってのを言いきれない感じです。
ノズルの移動経路を確認しつつ試してみると良いと思います。
設定を変えてテストピースを実際にプリントした結果を以下に示します。
引き戻しは初期設定の5mmです。
「スキン内にない」(「すべて」もだいたい同じ結果)

 「インフィル内」
「インフィル内」
 「オフ」
「オフ」
引き戻し時のZホップ、印刷パーツに対するZホップ
Zホップとは、Z軸方向にノズルを持ち上げる動作のこと。
引き戻し時のZホップ、印刷パーツに対するZホップの設定を有効にするとそれぞれ、引戻し時と印刷済み箇所の上を通過するときにZホップが行われます。
ノズルの先端を造形物に引っ掛けて、造形物がベッドから剥がれるトラブルを防止するのがZホップの主な役割かと思いますが、糸引きにも影響があるのでしょうか?
Zホップなし
 Zホップあり
Zホップあり
実際にZホップあり/なしで試してみましたが、結果はそんなに変わらず。
Zホップ高さが0.2mmと小さめの設定だったから差が出なかったのかも。
10mmとか極端に大きい数値にするとまた違ってくるかもしれません。
プリント時間は大幅に伸びてしまいますが。
まとめ
「糸引きが多いかな?」と思ったら、とりあえず引き戻し距離を大きめにして試してみたら良いと思います。
今回私が実験したみたいに、数分でプリントできるテスト用のデータを用意すると、パラメータ変更に対する結果の確認作業がはかどります。

コメント