ここ数年で一気に知名度が上昇した「3Dプリンター」。
あまり詳しくない人は、3Dプリンターがあればプラスチック製の部品が自由自在に作れて、見た目も強度も射出成形で作ったものと遜色ないと思っているかもしれません。
もちろんそんなことはないんですけどね。
3Dプリンタで作った品物を初めて見た人は大抵こう思うはずです。
「思ったよりキレイじゃない」
そう。
カタログの写真の造形物はすごく綺麗なんですが、実際に造形した品物は、積層跡が目立ったり、表面がザラザラしてたりして、想像してたよりも汚く見えることが多いんです。
今回、インクジェット方式の3Dプリンターを購入することになり、3機種で同じものをサンプルとして造形してもらったので比較してみたいと思います。
比較するのは次の3機種です。
- ストラタシス「Objet30 pro」
- キーエンス「AGILISTA-3200」
- 3D Systems「Projet MJP 2500plus」
関連記事
500万円前後の業務用3Dプリンター(インクジェット方式)を選定することになった
Objet 30proの造形物の外観をチェック!

いきなり全機種の造形結果を並べた画像ですが、ストラタシス Objet 30proで造形したものが左の2つです。
柔らかくて割れにくいポリプロピレンライク(RDG450)と、硬質透明(VeroClear)。
ポリプロピレンライク(以下PPライク)は、艶がなくてザラッとした感触です。
今回造形したサンプルは、内部が空洞の箱状のものなんですが、壁の厚さは1.5mm以下です。
壁が薄いためか、サンプルを受け取った時はなんだか全体的にフニャフニャで、「大丈夫か、これ?」と言う感じでした。
壁を押したら凹む。
壁がもっと厚いものはフニャフニャじゃなくてしっかりしてるはずですが、これはちょっと…
平面であるべきところが、ちょっと歪んでしまっています。
数日経ったらちょっと硬くなってきましたが、フニャフニャだった影響か、薄板部分に若干の反りが出ています。
透明(VeroClear)は、PPライクよりはさらっとした手触りですが、積層跡は目立ちます。
透明の樹脂と言っても、積層後により表面がなめらかじゃないので、半透明といったところ。
曇りガラスみたいに。
磨いたりしたら、もっと綺麗な透明になるんでしょうけど。
積層方向による違い
3Dプリンターは積層する方向によっても、仕上がりに違いが出てきます。
例えばこんな四角い物体を3Dプリントするとして、図の(1)側面と(2)上面では、仕上がりがかなり異なります。
(1)側面は積層跡が目立ちザラザラしています。
(2)上面は、割とツルッとしていてキレイです。
透明樹脂の場合、この面は結構透明に見えます。
先ほどの4つの造形物の写真は、すべて(1)側面が見えていると思ってください。
つまり、造形結果としては汚い面です。
サポート材が接していた面かどうかによっても、仕上がりが変わり、接していたほうがどうしても面が荒れてキレイな仕上がりではなくなってしまいます。
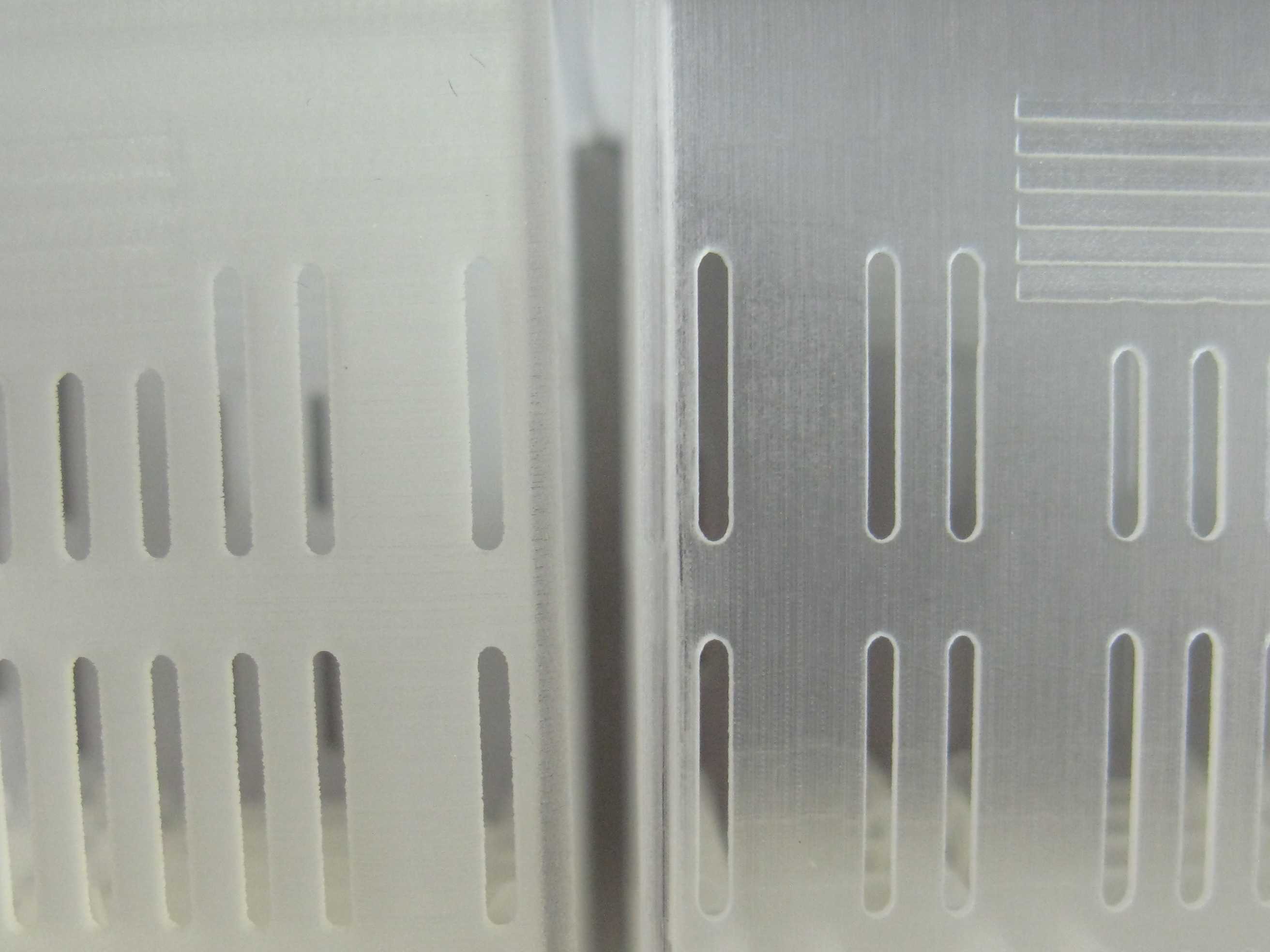
(1)側面と(2)上面を比較した写真がこちら。
左が(1)側面、右が(2)上面です。
比較すると分かるように、(2)上面の方が明らかにキレイですね。
同じ樹脂ですが、表面の状態が違うので右のほうが透明度が高くなっています。
触った感触も(1)側面は積層跡がざらざらしてますが、(2)上面はすべすべして手触りがいいです。
[adsense1]
AGILISTA-3200の造形物の外観をチェック!
さっきと同じ写真ですが、左から3番目がキーエンスのAGILISTA-3200で造形したサンプル。
樹脂は「透明樹脂(AR-M2)です。
キーエンスの樹脂の特徴は、透明なんですがちょっと黄色がかっているところ。
個人的には気にならないですが、「黄ばんでるように見えてヤダ!」って人もいるかもしれません。
積層跡が割りと激しく出ていて、もっとキレイなのが出来上がると期待していた私は見た瞬間、
「あれ?思ってたのと違う」
と思ってしまいました。
正直に言うと、今回の3機種の中では、見た目だけで言うと一番「ナシ」なやつです。
キーエンスの人が持って来てた造形サンプルは、もっと綺麗だったんだけどなー。
もっとうまい事やれば、綺麗になるのかな。
積層方向による違い
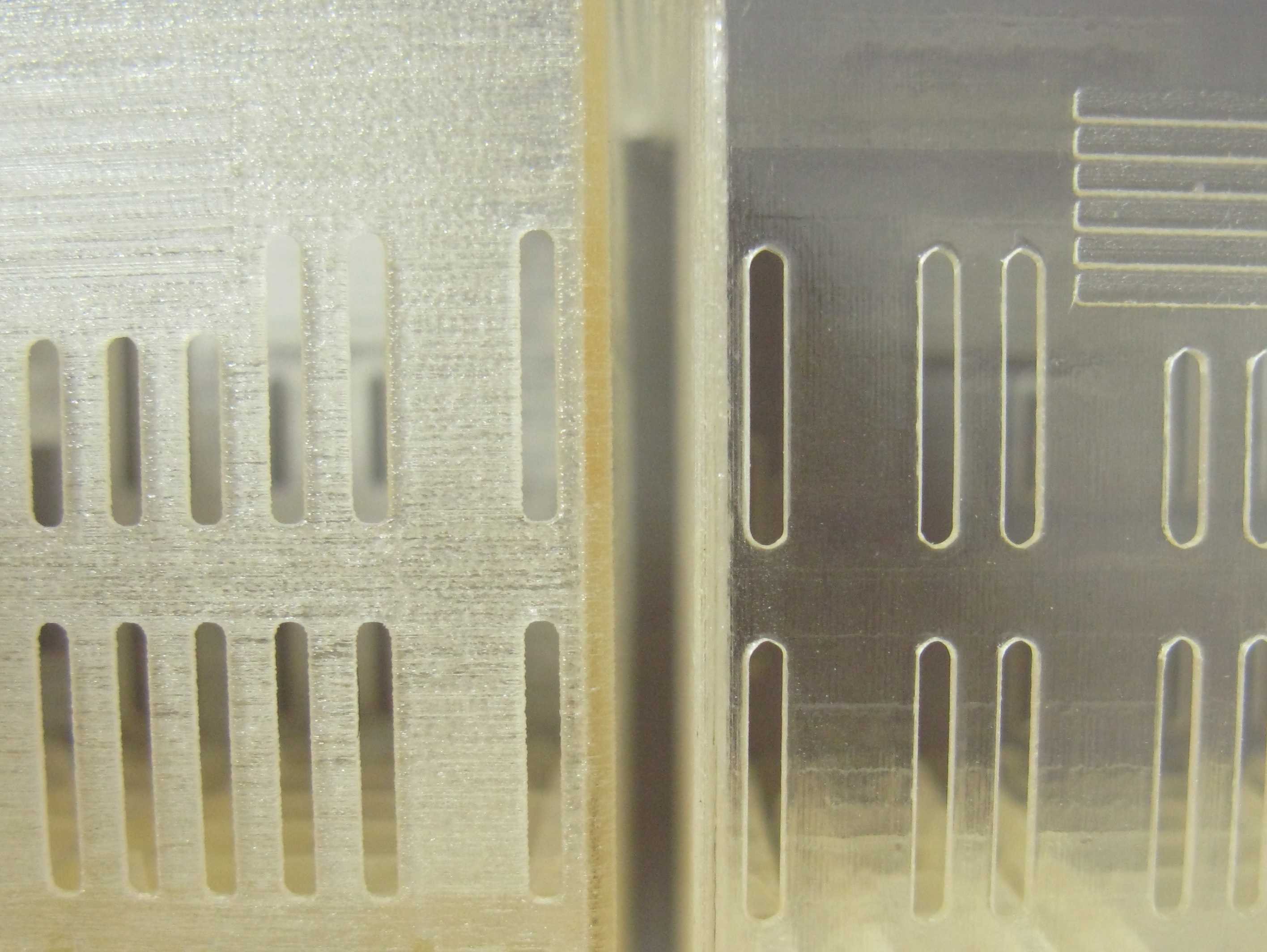
左が(1)側面、右が(2)上面です。
(1)側面はかなり積層跡が目立ってざらざらですが、(2)はかなりキレイです。
結構透明度も高い。
すべての面でこのレベルのキレイさだったら、すごくいいのになと思いましたが、それは無理。
一番きれいに見せたい面を上に持ってくる、などの工夫が必要になるかもしれません。
Projet MJP 2500plusの造形物の外観をチェック!
最後、一番右が3D SystemsのProjet MJP 2500plusで硬質透明(VijiJet M2RCL)を使用して造形したものです。
写真では伝わらないかもしれませんが、これが一番キレイです。
全体につや消しっぽい仕上がりですが、ぱっと見ではどっち方向に積層しているか分からない程です。
手で触った感じは、つや消しなのでつるつるといった感じではないですが、すべすべしてて品が良いです。
どの面も均一な仕上がり。
積層方向による違い
積層方向による違いを比較してみたいところですが、残念ながらProjet MJP 2500plusには積層方向を変えて作成したサンプルがありません。
でも多分、(2)上面の部分はかなりきれいな仕上がりになると予想できます。
3Dプリンター造形物の寸法精度は?
見た目のキレイさとは直接関係ないですが、3Dプリンターで造形したものの寸法精度も大事ですよね。
複数部品を組み合わせる場合など、精度が低くて狙った寸法が出ていないと、組み立てが困難になってしまいます。
そこで、造形物の寸法を測定してみてどれくらいの精度が出ているかも簡単にチェックしてみました。
3Dプリントに使用した3Dデータ上で寸法が48mmの所が2箇所あり、そこをデジタルノギスで測定しました。
その結果がこちら。
| 機種名 | 樹脂名 | 測定箇所1 | 測定箇所2 |
|---|---|---|---|
| Objet 30pro | ポリプロピレンライク(RDG450) | 48.00 | 48.08 |
| 硬質透明(VeroClear) | 48.21 | 48.31 | |
| AGILISTA-3200 | 透明樹脂(AR-M2) | 47.97 | 47.92 |
| Projet MJP 2500plus | 硬質透明(VISIJET M2 RCL Clear) | 48.00 | 47.99 |
おおむね良好なんですが、Objet 30proの硬質透明(VeroClear)は0.21~0.31mm大きくなっています。
0.1mm以下に収まっていれば優秀な方だと感じますが、0.3mmは結構大きいですね。
見た目は悪くないのに、どうしたんだ。
ポリプロピレンライク(RDG450)は最初フニャフニャで、いかにも寸法精度も出ていなさそうな雰囲気を醸しだしてましたが、寸法を測ってみると思いのほか優秀です。
キーエンスのAGILISTA-3200も悪く無い数値を叩き出していますが、3D SystemsのProjet MJP 2500plusがとんでもなく高精度な寸法です。
元データとの誤差、わずか0.01mm!
金属を切削加工しても、プラスマイナス0.01に収めるのは結構難しいですよ。
それを3Dプリントで出しちゃうなんて驚きです。
と言っても、ノギスの測定誤差もありますし、同じプリンターでも毎回同じ精度が出るとは限りませんし、何らかの理由で運悪くObjetの造形物が膨張してたのかもしれません。
どの機種も、思ってたよりも高い精度で造形できると言うことが分かりました。
まとめ
単純に見た目キレイさを比べると、キレイ順に、
- Projet MJP 2500plus
- Objet 30pro(硬質透明樹脂)
- AGILISTA-3200
でした。
見た目が最優先と言う場合はProjet MJP 2500plusが最有力候補になるでしょう。
関連記事
500万円前後の業務用3Dプリンター(インクジェット方式)を選定することになった
[adsense2]

コメント